聯系人:馮經理
手 機(jī):13365188578
郵(yóu) 箱:13365188578@163.com
地 址:江蘇(sū)省鹽城市鹽都區(qū)大縱湖工業園區(qū)富民路8号
網(wǎng)址 : m.cqaoyue.cn
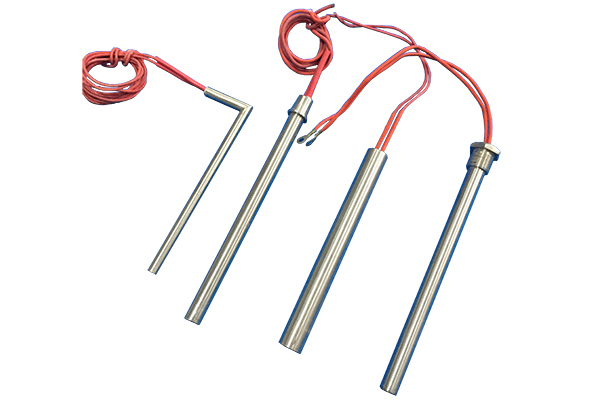
上海風道式電輔助加熱器的發熱元件爲不鏽鋼電加熱管。加熱器内腔設置多個折流闆,可延長空氣在加熱器内腔滞留時間,以提高熱交換效率。适當增加加熱管數量,提高空氣加熱器的裝機功率,可縮短生産線開車升溫時間。熔噴工藝對牽伸空氣加熱器的溫度控制精度要求較高,牽伸空氣溫度要求穩定在±1℃的範圍内。耐用風道式電輔助加熱器的設計要點。1、空氣加熱器系統的熱媒宜採用熱水,蒸汽或者導熱油。2、空氣加熱系統的熱媒參數應穩定,採用蒸汽爲熱媒的加熱器須按汽壓大小,使壓力穩定在50-100kpa。3、空氣加熱器可水平或者是垂直安裝,水平安裝時應具有> 1/100的斜度,以便排掉凝結水。4、當被加熱空氣的溫升大時,宜採用串聯安裝;通過空氣量大時應採用並聯安裝。5、考慮到空氣加熱器的結垢和積灰等因素,傳熱面積宜附加10% 20%。

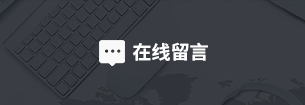
上海風道式電輔助加熱器兩種加熱方式,方式一:直接加熱(内部加熱)直接加熱是通過管道加熱器内部的法蘭式管狀電熱元件倒插在管道加熱器中的反應釜夾套中加熱導熱油,将管道加熱器中的熱能傳輸給管道加熱器内部反應釜中的化工原料;或者直接在管道加熱器中的反應釜中插入管道加熱器中的管狀電熱元件或在管道加熱器的壁四周均勻分布電熱管。這種模式稱爲管道加熱器的内熱式。耐用風道式電輔助加熱器的内熱式升溫快、效率高。方式二:間接加熱(遠紅外加熱)間接加熱是近幾年出現的,是通過遠紅外電加熱設備,将管道加熱器中的内部的電加熱器覆蓋管道加熱器中反應釜底部及管道加熱器的中下部位進行加熱,不需要直接接觸來加熱,管道加熱器的遠紅外電加熱裝置具有管道加熱器内部系統的加熱面積大,使得管道加熱器的溫度穩步快速上升,管道加熱器的放熱均勻。
上海風道式電輔助加熱器系統的制作中,焊接是十分重要的步驟。系統大部分是由管道進行輸送的,所以管道和管道間、管道和其他部件之間的連接,除瞭螺栓連接外就是採用焊接的。先把法蘭焊接到管進上,再通過螺栓連接将兩個管道連接起來。由於管道内是甘熱油,所以溫度和壓力都比較高,焊接的好壞直接影響瞭整個系統的質量。由此看出,焊接工藝在導熱油系統的設計中是個不可或缺的步驟。 耐用風道式電輔助加熱器有本體和控制系統兩部分組成,發熱元件採用不鏽鋼鋼管做保護套管,高溫電阻合金絲,結晶氧化鎂粉,經壓縮工藝成型.控制部分採用先進的數字電路,集成電路觸發器、高反壓可控矽等組成可調測溫、恒溫系統,保證瞭電加熱器的正常運行。
風道式電輔助加熱器哪家好介紹通常電阻越小,電阻絲的線徑越大,電壓固定的情況下,電阻絲通過的電流也就越大,當通過的電流超出電阻絲的負荷時容易發生斷裂和損壞,數據表示加熱管的電阻並不是越小越好,應該按照電熱管實際情況和保證正常使用選擇合适的電阻絲。耐用風道式電輔助加熱器在日常使用的過程中需要維護的項目有:一、加熱介質是液體或水時,在使用過程中,請先打開水閥,管道加熱器廠家等供水正常後,再打開電加熱,加熱管不可以空加熱,否側極易損壞。二、工作介質爲普通水時,使用兩個月後需抽出加熱器,清理一下加熱管表面的水垢。三、管道電加熱器特别是控制部分,系精密儀器,運輸時要小心輕放,嚴禁沖擊、撞打。筒體部分應合理吊裝,以免變形損壞内部發熱元件。管道電加熱器及控制櫃放在庫内,嚴禁淋雨。

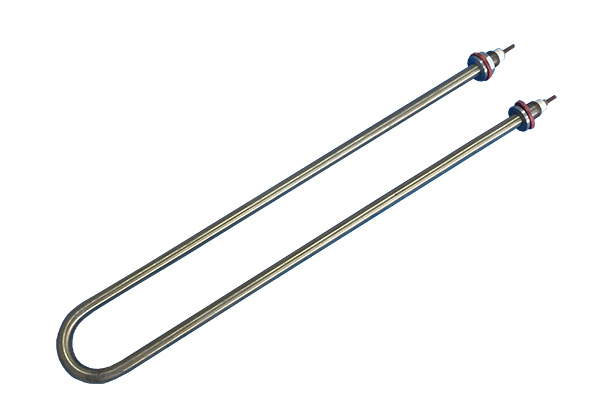
上海風道式電輔助加熱器主要用於風道中的空氣加熱,規格分低溫、中溫、高溫三種形式,在結構上的共同之處是採用瞭用鋼闆支撐電熱管以減少風機停止時電熱管的振動,在接線盒中都裝有超溫控制裝置。低溫型可直接安裝在風道上,而中溫型、高溫型由於結構上的不同,在通道外壁至加熱器接線盒夾有100mm 厚的保溫材料,一方面減少整個通道的對外散熱,另一方面也減少瞭接線腔内的溫度。耐用風道式電輔助加熱器結構1.風道加熱器採用不鏽鋼加熱管作爲發熱體2.採用碳鋼或者不鏽鋼材料做支架3.採用組合式的連接方式構成。風道加熱器産品特點1.電加熱管採用外繞波紋式不鏽鋼帶,增加瞭散熱面積,大大提高瞭熱交換效率。2.加熱器設計合理,風阻小,加熱均勻,無高、低溫死角。3.雙重保護,安全性能好。